|
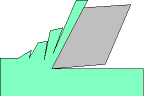
Stirnanschliff
Flacher, fast planer
Verlauf der Stirn,
vor allem in
Kombination mit
einer eher
gedrungenen Schneide
(Metallfräser)
Vorteile:
Standfeste
Schneide, glattere
Oberfläche des
Grunds beim
Taschenfräsen.
Nachteile:
Schlechteres
Eintauchen,
schlechteres
Ergebnis bei
Werkstoffen
geringerer
Festigkeit. |
 |
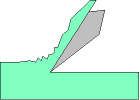
Fischschwanzanschliff
V- förmiger,
steiler Verlauf der
Stirn, vor allem in
Kombination mit
einer eher spitzen,
aggressiven
Schneide.
Vorteile:
Leichtes
Eintauchen, gute
Kantenqualität bei
Kunststoffen, Holz
und Metallen
geringerer
Festigkeit.
Nachteile:
Geringere
Standzeit.
Schlechtere
Oberfläche des
Grundes
(Kreisstrukturen). |